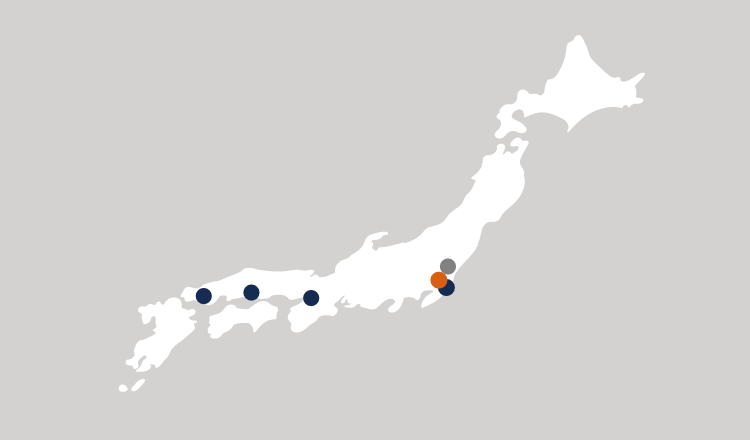
千葉県柏市をはじめ、全国5拠点のSおよび
Hグレードの鉄骨製作工場と、
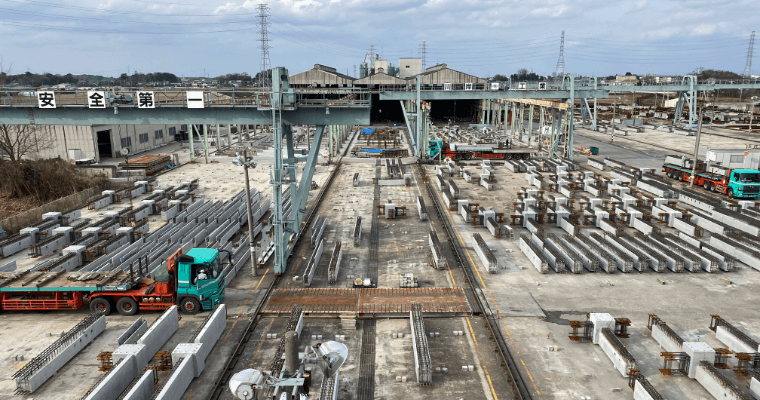
関東のプレキャストコンクリート製作工場で全国都市部の高層建築
などを力強くサポートしています。
グレード
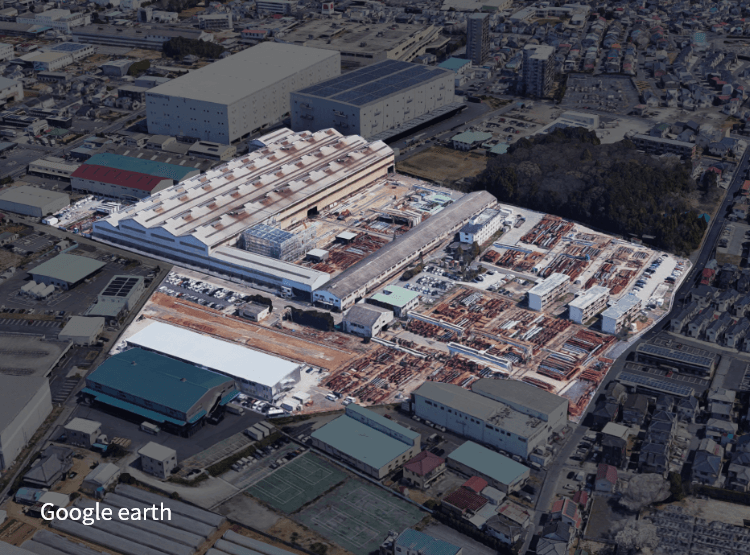
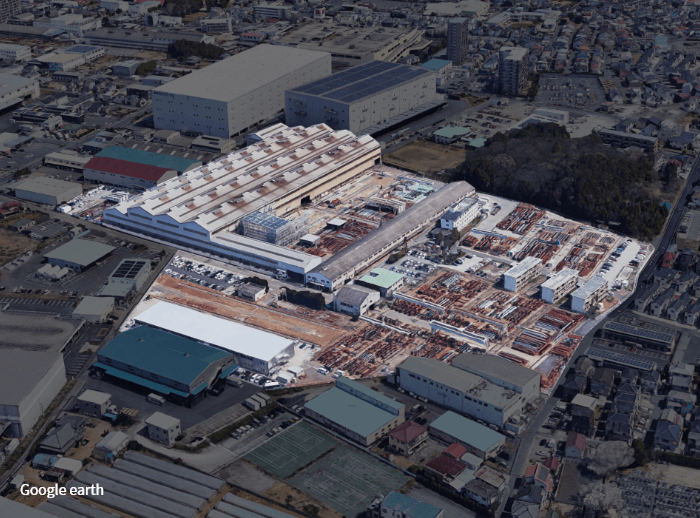
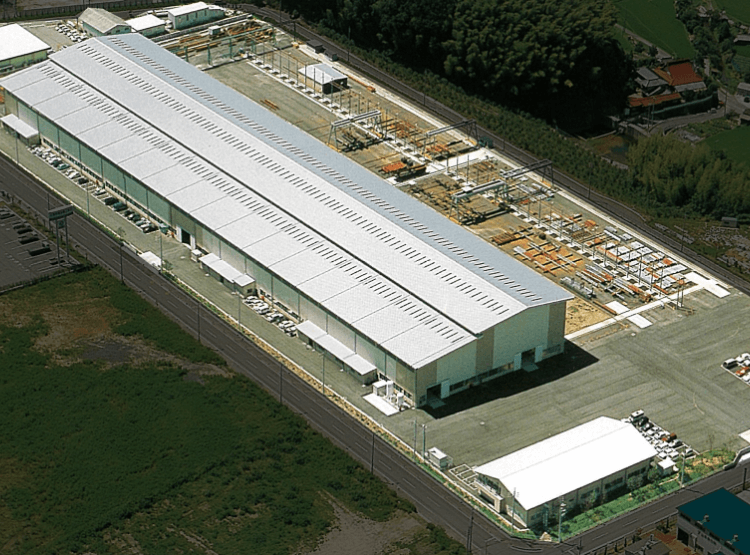
鉄骨製作川岸工業の旗艦工場。鉄骨製作工場の最高位である国土交通省認定Sグレードを取得。Sグレード工場としては首都圏に最寄の千葉県柏市に所在し、第二加工場と合わせて東京ドーム2個分の面積を有しています。

国土交通省住指第3942号による国土交通大臣認定工場
認定番号 TFBS-225158
ISO 9001:2015 ・ JIS Q 9001:2015認証取得 登録番号Q019
〒277-0861 千葉県柏市高田1055番地
TEL : 04-7143-1331 FAX : 04-7143-1336
soomu-03@kawagishi.co.jp

グレード
鉄骨製作千葉第一工場と同じく、千葉県柏市に所在するHグレードの鉄骨製作工場。千葉第一工場から南東10kmに位置し、連携して首都圏の高層建築をサポートしています。
国土交通省住指第2824号による国土交通大臣認定工場
認定番号 TFBH-214412
〒270-1444 千葉県柏市若白毛1124番地
TEL : 04-7191-3125 FAX : 04-7191-3127
soomu-03@kawagishi.co.jp
グレード
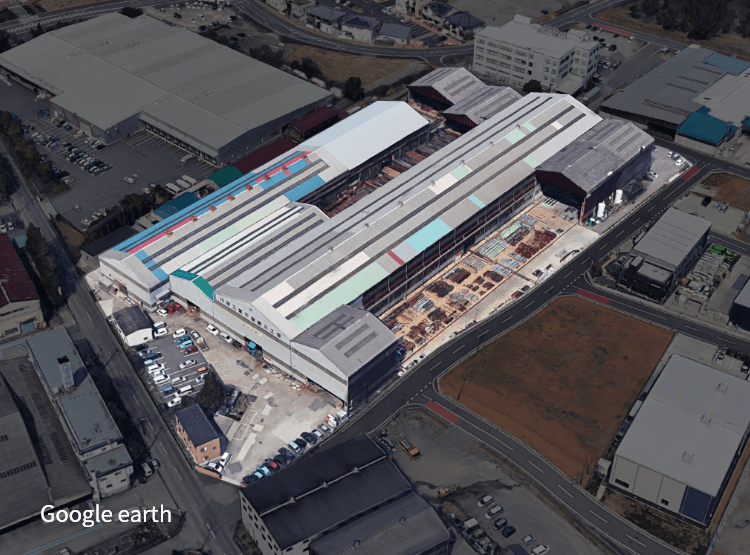
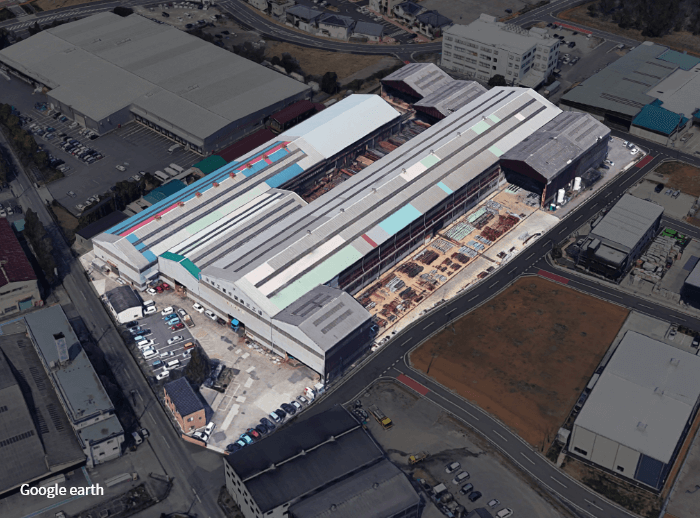
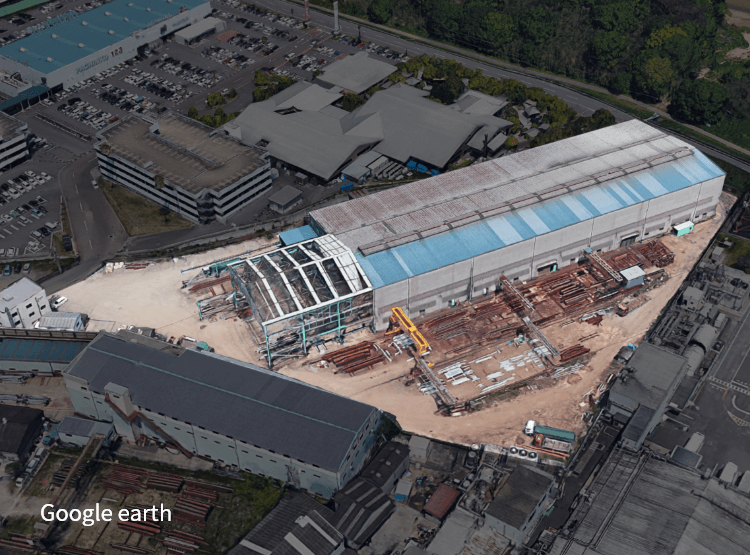
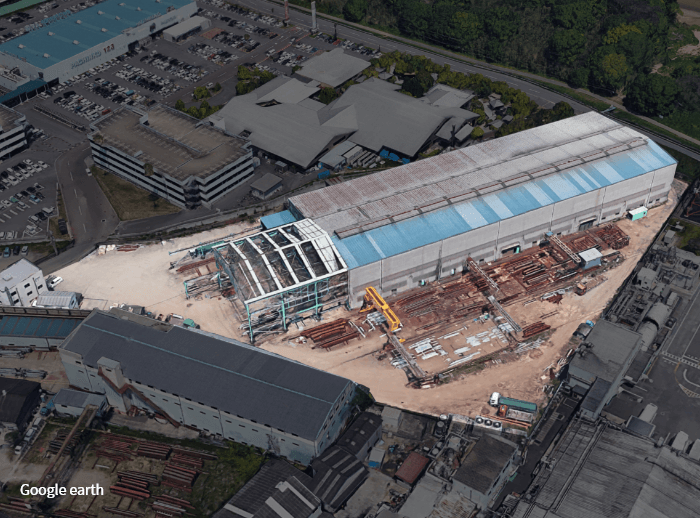
鉄骨製作川岸工業の西日本の中心工場。葉山工業団地に東京ドームとほぼ同面積を有するHグレードの鉄骨製作工場。山口工場、岡山工場、大阪工場を統括する西日本支店が同拠点に所在しています。
国土交通省住指第3944号による
国土交通大臣認定工場
認定番号TFBH-225160
〒744-0061 山口県下松市葉山2丁目904番30
(葉山工業団地)
TEL : 0833-47-0333 FAX : 0833-47-0336
yamaguchi.seisan@kawagishi.co.jp
グレード
鉄骨製作広島県との県境の岡山県笠岡市に位置するHグレードの鉄骨製作工場。山口工場と連携して、地元および広島市など都市部の高層建築をサポートしています。
国土交通省住指第4360号による
国土交通大臣認定工場
認定番号 TFBH-235583
〒714-0062 岡山県笠岡市茂平字西吉原1637番地
TEL : 0865-66-3391 FAX : 0865-66-3396
okayama.kannri@kawagishi.co.jp


グレード
鉄骨製作奈良との県境に近い大阪府南東部の羽曳野市に位置するHグレードの鉄骨製作工場。山口工場、岡山工場と連携して、関西圏を中心とした西日本の高層建築をサポートしています。
国土交通省住指第3039号による
国土交通大臣認定工場
認定番号 TFBH-235395
〒583-0845 大阪府羽曳野市広瀬245番地
TEL : 0729-56-2261 FAX : 0729-57-2727
oosaka.seisan@kawagishi.co.jp
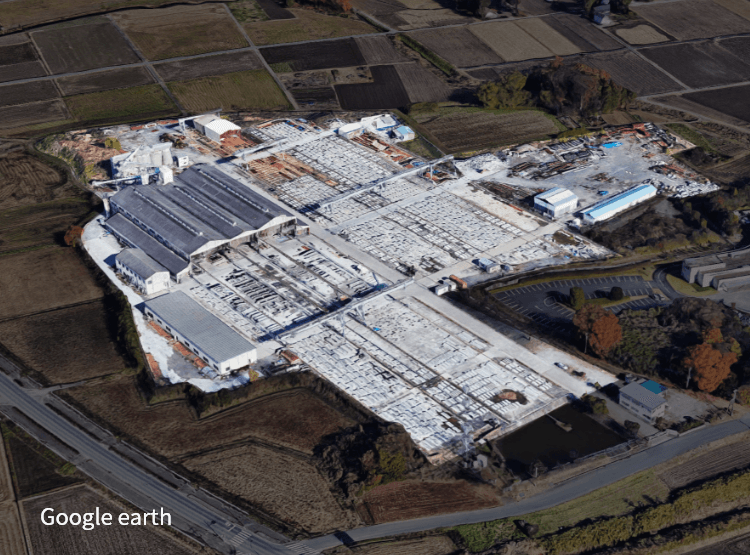
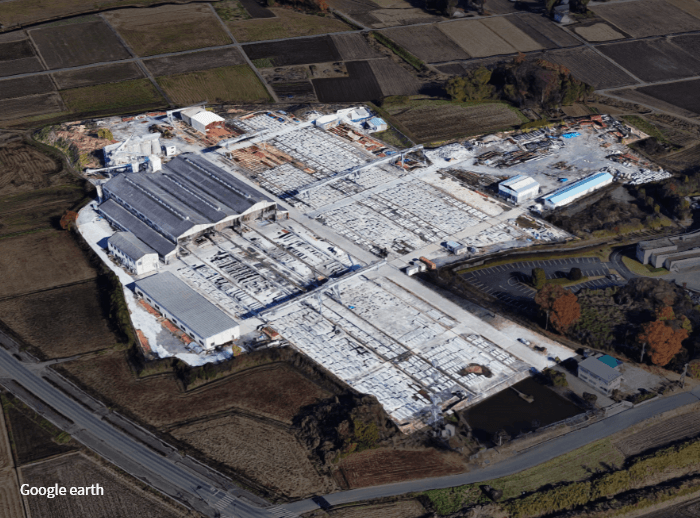
認定
プレキャストコンクリート製作川岸工業唯一のプレキャストコンクリート製造工場。
一般社団法人プレハブ建築協会PC部材品質認定(H認定)を取得。1991(平成3)年に開設以来、実績を積み重ねております。
一般社団法人プレハブ建築協会PC部材品質認定(H認定)
〒304-0811 茨城県下妻市下栗131番地
TEL : 0296-43-8551 FAX : 0296-43-8553
jimukatsukuba@kawagishi.co.jp
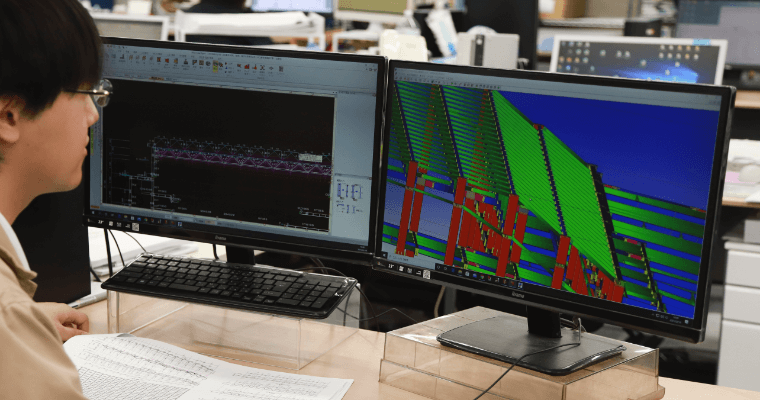
REAL4
特徴
鉄骨専用の3次元のCAD(設計支援ツール)です。
正確な設計図(工作図・現寸)を作成するだけでなく、材料のサイズ・量・重さなど多様なデータを使って、精度の高い生産計画の作成・管理に活用しています。
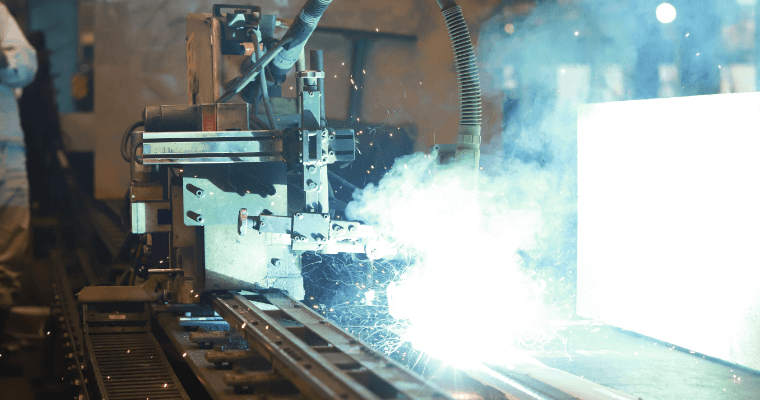
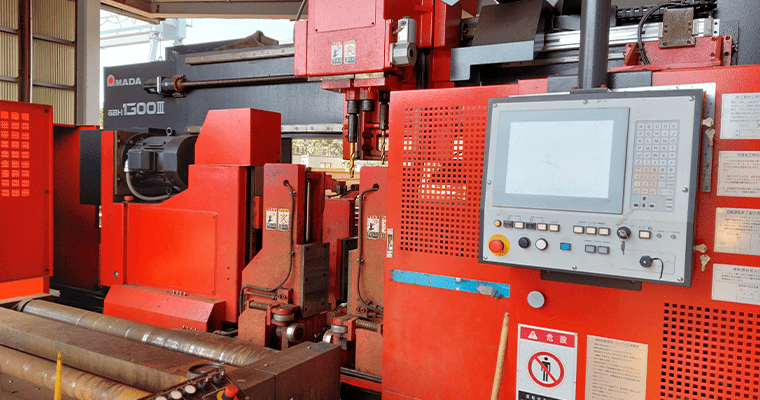
開先加工機
特徴
NC制御で、開先角度、寸法を設定し、平板やH形鋼を正確に、最適な条件で切削する装置です。
開先加工形状を記憶することができ、操作性に優れ、高い作業効率を実現しています。

NCドリルマシン
特徴
縦ヘッドに2軸、左右ヘッドに各2軸ドリルを装備した計6軸のH形鋼専用の高速孔明け加工機です。
高速で材料を移動し、位置決めを行い、正確な位置・径で、高速の孔明けを可能にしています。
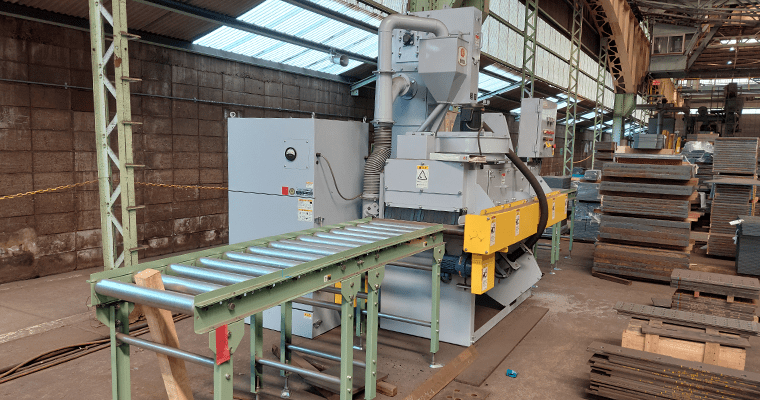
ショットブラスト
マシン
特徴
鉄骨の接合部摩擦面等の処理を行う機械です。
鋼材の表面に細かい玉を噴射して鉄骨部材の接合部を凸凹にし、法定すべり係数を摩擦面処理基準値以上に高め、安全性を確保しています。
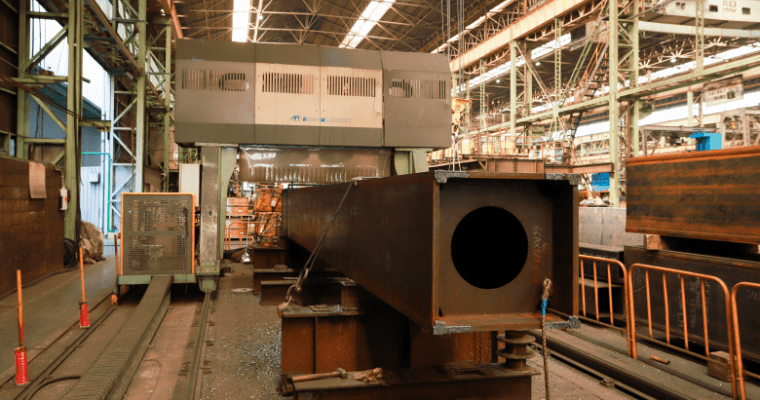
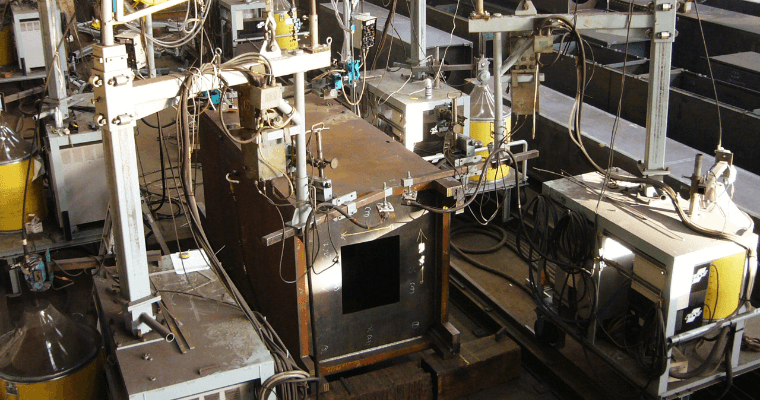
BOX専用孔明機
特徴
BOX柱をエレクトラスラグ溶接するための事前作業に使用される装置です。
内蔵ダイアフラムとスキンプレートを溶接するため、ノズルを挿入する孔明けを素管に行います。
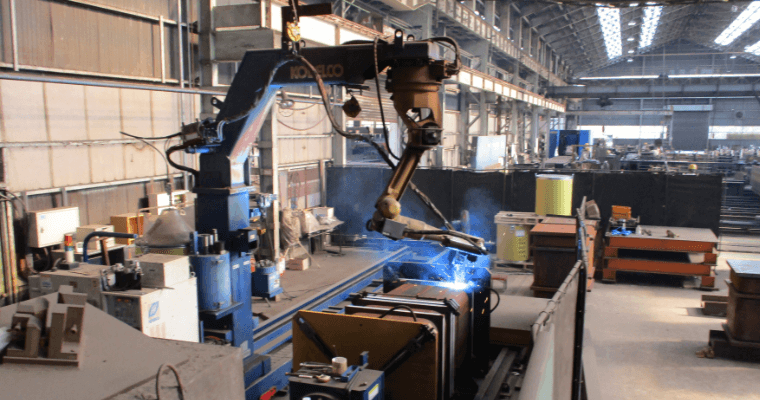
天吊マルチワーク
溶接システム
特徴
天吊タイプにすることで、これまで対応が難しかった箇所への適用が可能となった溶接ロボットです。
各種仕口・コア・内ダイアフラム・SRCシャフト等多様な自動溶接を可能にしています。
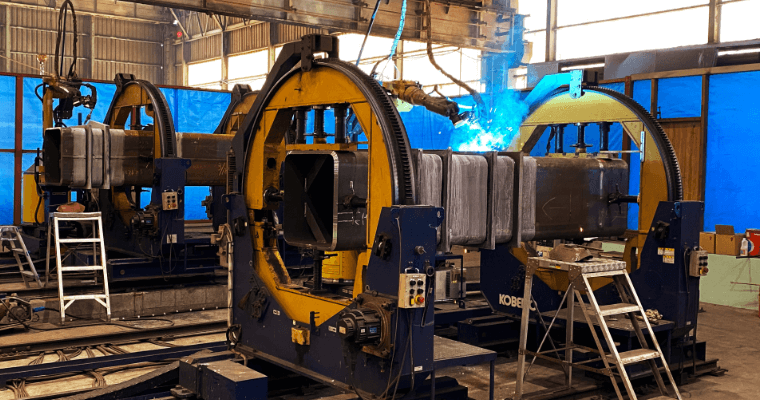
BOX角継手専用2電極
サブマージアーク
溶接装置
特徴
サブマージアーク溶接装置は、高い溶着性が得られる、限られた施設にしか設置されていない大型の装置です。
超高層建築に用いられるBOX柱の肉厚は増大しており、他の施工法と比べ大入熱が必要な角継手の施行を自動で行います。


非消耗ノズル式
エレクトロスラグ
溶接装置(SESNET)
特徴
BOX柱の内蔵ダイアフラムとスキンプレートの自動溶接に使用する装置です。
建築物の超高層化に伴い、適用鋼材も高強度化・高靱化と厚肉化が進む中、低コスト、高品質での施工を可能にしています。

溶接タワー
特徴
柱を立てた状態でブラケット等を溶接するための設備です。
安定した下向き姿勢で溶接が可能となり生産性の向上に寄与しています。

非消耗ノズル式
エレクトロスラグ
溶接装置(オフライン)
特徴
BOX柱の内蔵ダイアフラムとスキンプレートの自動溶接に使用する装置です。
オンラインで通常使用するSESNETに加え、より厚肉の鋼材溶接に対応するオフラインの装置も備えています。
骨材貯蔵槽
特徴
使用する種類別に貯蔵し雨や異物の混入を防止します。

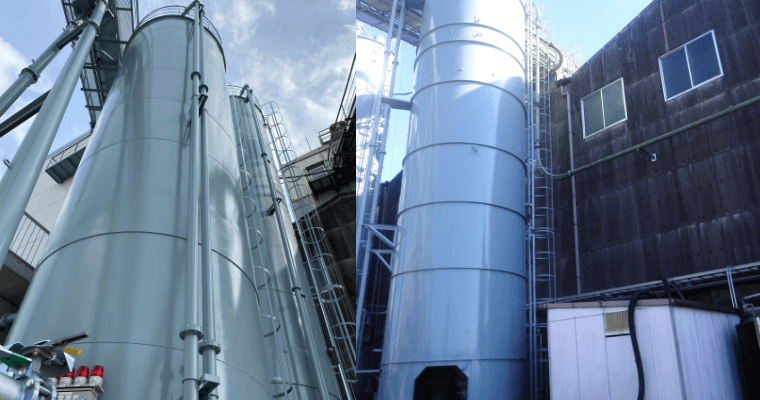
セメント貯蔵槽
特徴
セメントは風化防止のため、気密性・防湿性のあるサイロに、使用する種類別に貯蔵し管理します。
混和剤貯蔵槽
特徴
混和剤は沈殿・分離を防止できる撹拌機を備えたタンクに、使用する種類別に貯蔵し管理します。

バッチャープラント
特徴
セメント、骨材、水、混和剤などのコンクリート材料を所定量に正確かつ迅速に計量して練り混ぜを行い、均質なコンクリートを製造する設備です。

フォークリフト
特徴
バッチャープラントで製造されたコンクリートを製造ヤードのホッパーに搬送するために使用します。

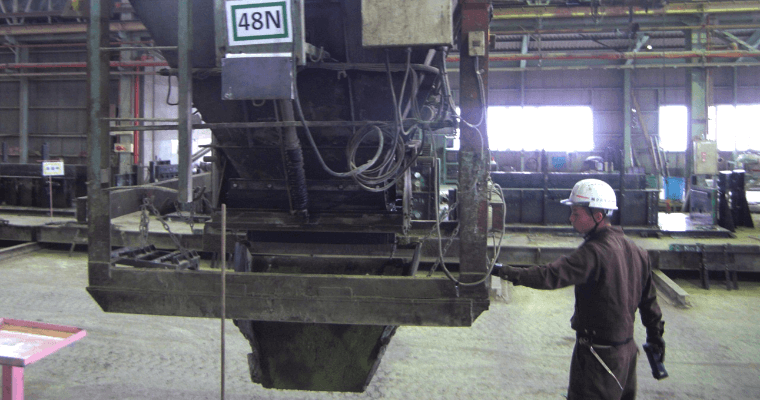
ホッパー
特徴
高強度品質を必要とする固練りコンクリート構造物の打設に向いています。
蒸気養生設備
(ボイラー)
特徴
材齢初期におけるコンクリートの強度発現を促進し、脱型に要する強度を早期に得て生産性を高めています。

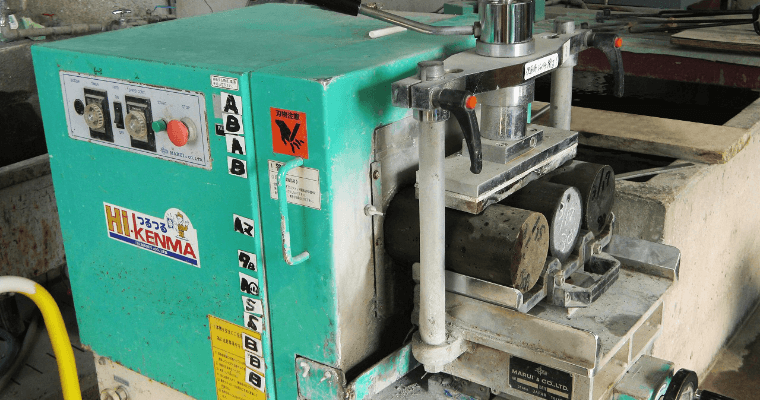
研磨機
特徴
コンクリート強度試験供試体端面を自動で研磨します。
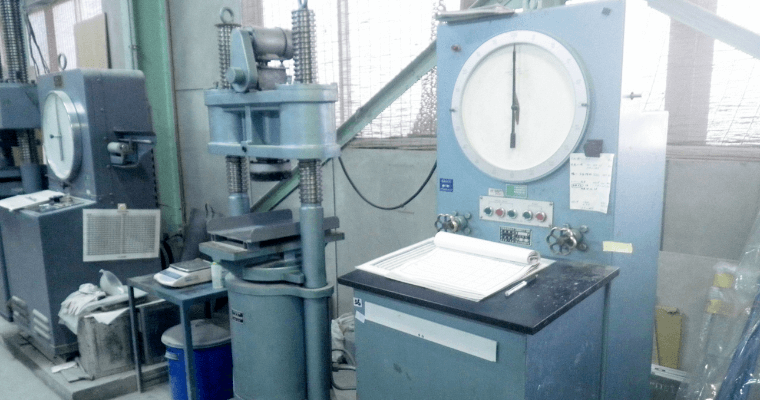
アムスラー式
圧縮試験機
特徴
コンクリート圧縮強度のテストを行う機械です。
3,000キロニュートンの高圧試験が可能です。
製品ストックヤード
特徴
予想される外力に対し、転倒や落下が生じないような方法で、かつ円滑に行えるように整理して貯槽します。